
 聯系我們
聯系我們

來自未來的建造技術——PP纖維3D打印混凝土
混凝土3D打印是一種典型的智能建造工藝,具有無模化、靈活化、快速化等優勢。隨著3D打印技術的快速發展,對水泥基材料力學和抗裂性能的要求逐步提高。尤其是3D打印混凝土材料因擠出成型工藝的要求,降低了較大粒徑骨料的摻量,導致膠凝材料比例增加,收縮開裂風險明顯增加,且無模建造過程加快了打印結構中的水分蒸發,使得材料的開裂風險更加顯著。在3D打印混凝中摻加短纖維是改善其力學和收縮開裂性能的一種有效方法。研發可3D打印、造價相對較低、性能優異的纖維混凝土材料有助于推進3D打印技術的結構化應用。
目前,國內外許多研究人員開發并測試了多種可3D打印的纖維混凝土材料。SOLTAN等通過摻入體積分數為2%、長度為12 mm的超高分子量聚乙烯(以下簡稱PE)纖維,制備了可3D打印的ECC材料,其拉伸應變約為4.0%。WENG等利用體積摻量為1%、長度為8 mm的聚乙烯醇(以下簡稱PVA)纖維制備出了性能良好的3D打印混凝土材料。FIGUEIREDO等在3D打印混凝土中摻入了體積摻量為2%的PVA纖維,并對其流變性能進行了研究。LE等制備了一種聚丙烯(以下簡稱PP)纖維增強水泥基材料,其開放時間達到了100 min。AL-QUTAIFI等利用鋼纖維和PP纖維制備了3D打印地聚物材料,發現摻入纖維對3D打印層間的黏結強度有不利影響。NEMATOLLAHI等研究了PP纖維對3D打印地質聚合物性能的影響,結果表明,當PP纖維的體積摻量為0.25%~1.00%時,新拌漿體表現出良好的流動性和擠出性。劉競怡等利用鋼纖維和玻璃纖維制備了3D打印材料,結果表明,鋼纖維和玻璃纖維的摻入使砂漿的流動度下降了近1/3。王里等利用玄武巖纖維制備了3D打印水泥基材料,結果表明,隨著玄武巖纖維摻量的增加,漿體擠出逐漸困難,力學各向異性不斷增強。
考慮到PP纖維的彈性模量低于混凝土,且具有阻裂、增韌作用,材料成本較低,使用范圍較廣。因此,本文選擇PP纖維制備3D打印混凝土,較為全面地研究纖維摻量和長度、打印參數對3D打印混凝土材料性能的影響。
●試驗概況
?原材料
水泥:P·O 42.5級水泥,比表面積≥300 m2/kg,細度小于0.08 mm的水泥顆粒占90%以上;硅灰:平均粒度2 μm,比表面積15 000~25 000 m2/kg;石英砂:粒徑69~178 μm;減水劑:聚羧酸系高效減水劑,減水率≥30%;PP纖維:性能參數見表1。
?配合比
試驗配合比見表2。其中,PP纖維的體積摻量分別為0、0.2%、0.4%、0.6%、0.8%、1.0%。
為使纖維均勻分散,先將干粉材料拌和均勻,再加入水和減水劑攪拌3 min,然后緩慢摻入PP纖維繼續攪拌5 min。3D打印混凝土的相關性能測試通過桌面式混凝土3D打印機在溫度為(23±1)℃、濕度為(50±15)%的室內進行。
?測試方法
?流動性試驗
根據GB/T 2419—2005《水泥膠砂流動度測定方法》通過跳桌試驗進行流動性測試,流動性通過流動擴展度來表征。
?流變性試驗
利用Viskomat NT型流變儀進行流變性測試。流變性測試共用時120 s,前60 s流變儀旋轉速率從0均勻加速至60 r/min,后60 s流變儀旋轉速率由60 r/min均勻減小至0。
?擠出性試驗
固定打印線速度為40 mm/s,打印層高為10 mm,擠出總長度為400 mm的條帶,記錄條帶寬度并觀測表觀質量,以此來評價PP纖維對擠出性的影響。擠出性試驗除纖維長度和摻量這兩個變量外,增加打印噴頭直徑D作為變量,D分別為10 mm、20 mm、30 mm。
?建造性試驗
固定打印線速度為40 mm/s,噴頭直徑依據擠出性測試結果選取,打印?覫100 mm×250 mm的單層薄壁圓筒模型,以發生坍塌時的高度作為建造性評價指標。試驗時通過調整打印機的擠出流量參數,將建造性試驗的擠出條帶寬度控制在25 mm,以保證試驗的精確性。建造性試驗除纖維長度和摻量這兩個變量外,增加打印層高h作為變量,h分別為6 mm、8 mm、10 mm。
?吸水率試驗
根據DB32/T 3696—2019《高性能混凝土應用技術規程》進行吸水率測試,測試結果取三個樣品的平均值。
?力學性能試驗
抗壓強度和抗折強度測試依據GB/T 50081—2019《混凝土物理力學性能試驗方法標準》進行,測試結果取三個樣品的平均值。
●結果與討論
?流動性
PP纖維對拌和物流動性的影響規律見圖1。
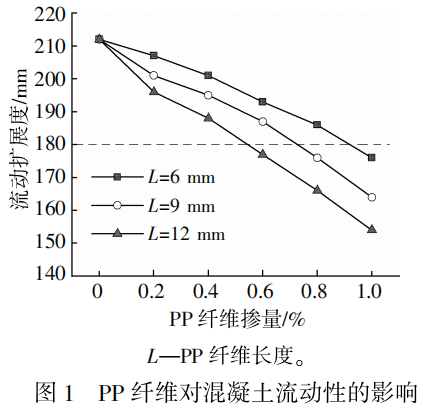
拌和物的流動擴展度總體上隨PP纖維摻量和長度的增加而降低。以PP纖維摻量為1.0%的試件為例,P10L6、P10L9、P10L12組的流動擴展度分別為176 mm、164 mm、154 mm,與基準組(P0)相比分別降低了17.0%、22.6%、27.3%。隨著纖維摻量和長度的增加,纖維之間的間距逐漸變小,形成了三維骨架網絡結構,從而限制了拌和物的流動性,不利于拌和物的輸送和擠出過程。根據筆者課題組的前期研究基礎與應用實踐得出,拌和物的流動擴展度不應小于180 mm。因此,根據流動性試驗結果,初步判斷PP纖維摻量以0~0.6%為宜,長度以6~9 mm為宜。
?流變性
各組PP纖維混凝土的靜態屈服應力(τs)測試結果見圖2。
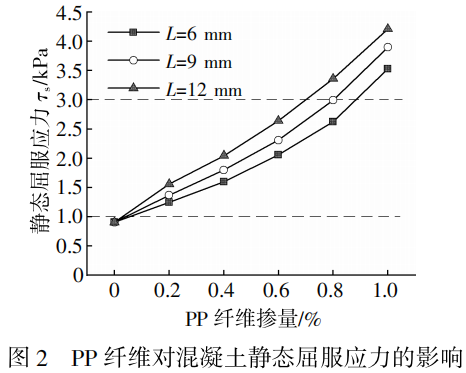
由圖2可知,隨著PP纖維長度和摻量的提高,τs顯著增大。P2L6、P2L9、P2L12組的τs分別為1.25 kPa、1.37 kPa、1.55 kPa,與P0組相比分別提高了38.4%、51.6%、72.7%;P10L6、P10L9、P10L12組的τs與P0組相比分別提高了183.3%、185.1%、170.4%。由于3D打印混凝土材料逐層堆積時需要下層材料具有足夠的早期剛度以支撐后續累積層材料的自重,故在一定范圍內,τs越高,打印結構的幾何形狀穩定性越佳,從而有利于提升3D打印混凝土材料的建造性。同時,結合流動性試驗結果,建議τs控制在1~3 kPa為宜。因此,可進一步判斷出PP纖維的適宜摻量區間為0.2%~0.6%,適宜長度區間為6~9 mm。
?擠出性
?擠出速度
PP纖維對混凝土擠出性的影響結果見圖3。
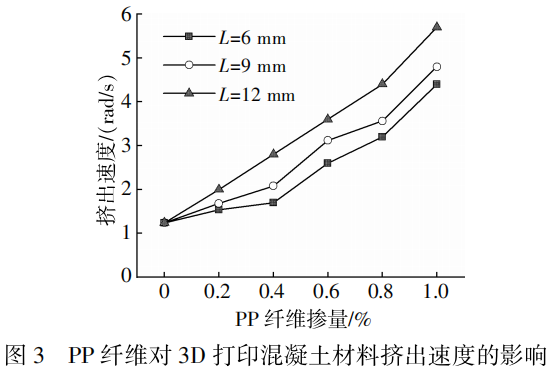
從圖3可以看出,當PP纖維摻量較低(0.2%)時,3D打印機將拌和物均勻擠出所需的擠出速度增幅較小,隨著PP纖維摻量增加,擠出速度迅速增大;此外,PP纖維長度越長,所需的擠出速度越大。其中,P2L6、P2L9、P2L12組的擠出速度分別為1.54 rad/s、1.68 rad/s、2.00 rad/s,與P0組相比分別提高了24.1%、35.5%、61.3%;P10L6、P10L9、P10L12組的擠出速度分別為4.40 rad/s、4.80 rad/s、5.70 rad/s,與P0組相比分別提高了255%、287%、359%。
?試驗現象
試驗過程中發現,PP纖維摻量增加會導致擠出條帶變窄,在同等摻量下,摻短PP纖維拌和物的擠出性能更優。此外,打印噴頭的直徑越大,拌和物越容易被擠出。以噴頭直徑D=20 mm為例,圖4為P0、P2L9、P4L9、P6L9、P8L9、P10L9拌和物的擠出效果。
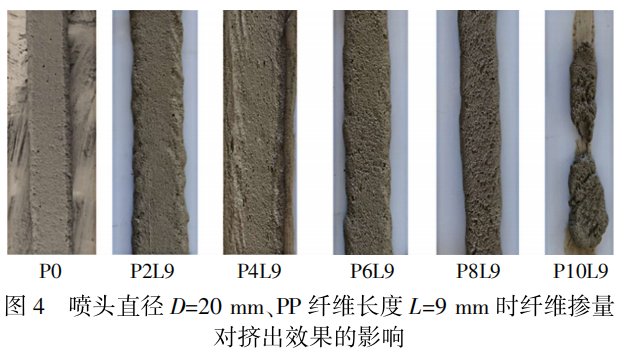
由圖4可知,與P0組相比,P2L9擠出條帶的邊緣部分開始出現微小褶皺;隨著纖維摻量增加,擠出條帶逐漸變窄,其表面肉眼可見的孔洞缺陷逐漸增多;當PP纖維摻量為0.8%(P8L9組)時,擠出條帶表面有明顯的纖維拉拽現象;當PP纖維摻量為1.0%(P10L9組)時,擠出條帶出現間斷,此時拌和物已經無法連續擠出。
?擠出條帶寬度
PP纖維和噴頭直徑對3D打印混凝土擠出條帶寬度的影響結果見圖5。
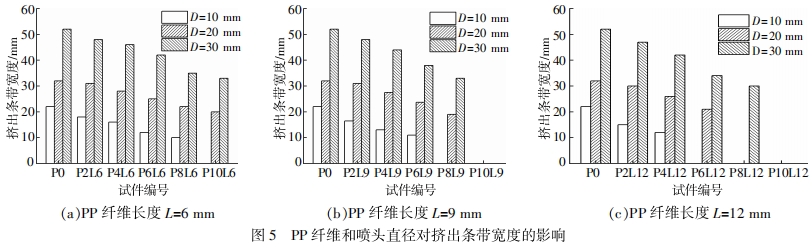
由圖5可知,當噴頭直徑D=10 mm時,可使PP纖維長度分別為6 mm、9 mm、12 mm拌和物被順利擠出的最高PP纖維摻量分別為0.8%、0.6%和0.4%,即P8L6、P6L9和P4L12。當噴頭直徑D=20 mm時,可使PP纖維長度分別為6 mm、9 mm、12 mm拌和物被順利擠出的最高PP纖維摻量分別為1.0%、0.8%、0.6%,即P10L6、P8L9、P6L12。當噴頭直徑D=30 mm時,可使PP纖維長度分別為6 mm、9 mm、12 mm拌和物被順利擠出的最高PP纖維摻量分別為1.0%、0.8%、0.8%,即P10L6、P8L9、P8L12。
綜上所述,直徑D=10 mm噴頭可順利噴出的纖維拌和物受纖維長度和摻量的影響較大,且當纖維長度為12 mm時易導致堵塞。因此,不推薦使用長度為12 mm的PP纖維以及直徑D=10 mm的噴頭。綜合考慮流動性、流變性及擠出性試驗結果,建議PP纖維摻量以0.2%~0.6%為宜、長度以6~9 mm為宜,打印噴頭直徑以D=20 mm為宜。
?建造性
基于擠出性試驗結果和建造模型尺寸等因素,本文使用直徑D=20 mm的打印噴頭進行建造性試驗。
?建造效果
以P4L9試驗組為例,分析PP纖維對3D打印混凝土建造性的影響。圖6為打印層高h分別為6 mm、8 mm、10 mm時P4L9組的打印建造效果。
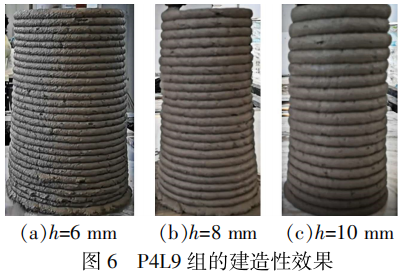
由圖6可知,各組打印模型的各層垂直堆疊良好、平穩,且無明顯變形、傾斜,均表現出良好的建造性。
降低纖維摻量后,以P2L9試驗組為例,不同打印層高條件下的建造性效果見圖7。
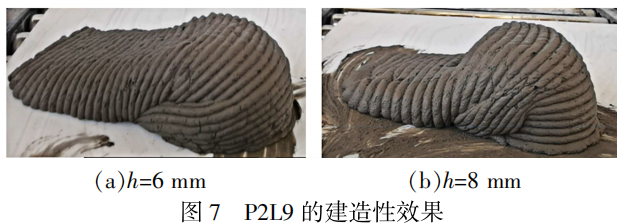
由圖7可知,打印層高為6 mm、8 mm模型的破壞為模型整體結構失穩傾斜倒塌。
當纖維摻量增大到1.0%時,雖滿足建造性要求,但條帶邊緣出現較為嚴重的褶皺,使得條帶寬度不均勻,表觀質量差,如圖8所示。

?建造高度
建造高度測試結果見圖9。
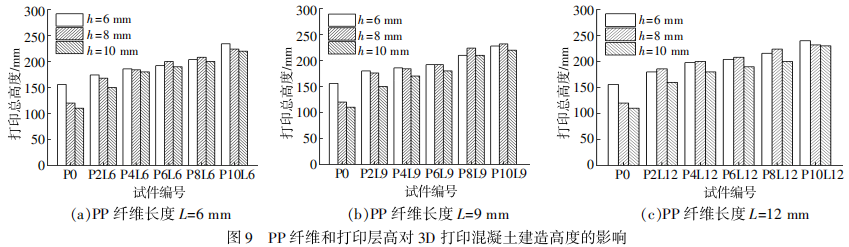
由圖9可知,隨著PP纖維摻量增加,模型的打印總高度增加;PP纖維長度對模型建造高度的影響較小。以P2L6組為例,如圖9(a)所示,打印層高為6 mm、8 mm、10 mm模型的打印總高度分別為174 mm、168 mm、150 mm,與P0組相比分別提高了11.5%、40.0%、36.3%,且打印層高為10 mm模型的打印總高度比打印層高為6 mm的模型低16.0%。對于P10L6試驗組,打印層高為6 mm、8 mm、10 mm模型的打印總高度分別為234 mm、224 mm、220 mm,與P0組相比分別提高了50.0%、86.7%、100.0%,且打印層高為10 mm模型的打印總高度比打印層高為6 mm的模型低6.0%。對于P0組而言,h=6 mm模型的打印總高度顯著大于h=8 mm和h=10 mm的模型,而隨著纖維摻量增加,h=6 mm模型的打印總高度優勢逐漸減小甚至消失。當纖維摻量較高時,h=8 mm模型的建造性較好。原因是噴頭的擠出壓力在一定程度上可以抵消纖維網絡“支撐”效應造成的孔隙率增大現象。
綜合考慮流動性、流變性、擠出性和建造性試驗結果,可進一步得出PP纖維的適宜摻量區間為0.4%~0.6%,適宜長度區間為6~9 mm,最優打印噴頭直徑D=20 mm,打印層高h=8 mm。
?吸水率
3D打印混凝土材料的吸水率測試結果見圖10。
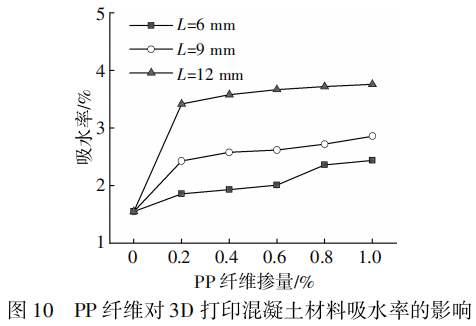
由圖10可知,PP纖維的摻入增大了材料的吸水率,即材料的密實度降低;當PP纖維摻量從0增至0.2%時,材料的吸水率增幅較大;當PP纖維摻量在0.2%~1.0%時,隨著PP纖維摻量增加,材料的吸水率逐漸增大,但增幅較小;此外,PP纖維長度為12 mm材料的吸水率明顯高于其他兩種長度的PP纖維。因此,根據吸水率試驗結果,建議PP纖維摻量以0.4%~0.6%為宜,長度以9 mm為宜。
?力學性能
PP纖維對3D打印混凝土材料強度的影響見圖11。
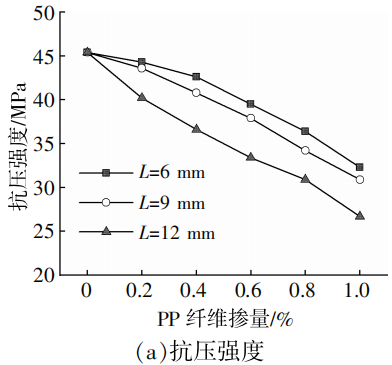
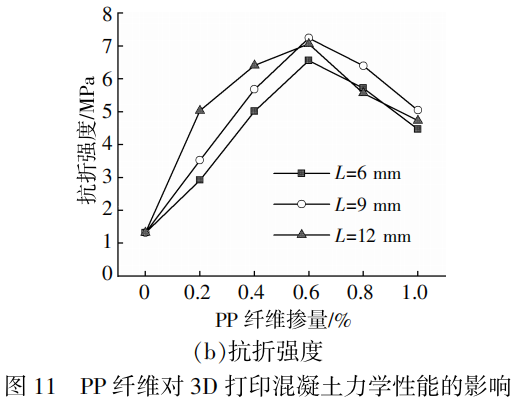
由圖11(a)可知,PP纖維的摻入對抗壓強度不利,且纖維越長,對抗壓強度的削弱作用相對越大。當PP纖維摻量為1.0%時,P10L6、P10L9、P10L12組的抗壓強度分別為32.3 MPa、30.9 MPa、26.7 MPa,與P0組相比分別下降了28.9%、31.9%、41.2%。由圖11(b)可知,PP纖維長度對抗折強度的影響不大;隨著PP纖維摻量增加,抗折強度先增后減,但均高于P0組,當PP纖維摻量為0.6%時,抗折強度達到最佳,此時,P6L6、P6L9、P6L12組的抗折強度分別為6.28 MPa、6.62 MPa、6.53 MPa,與P0組相比分別提高了71.1%、80.8%、78.4%。因此,根據強度試驗結果,建議PP纖維摻量為0.6%,長度為9 mm。
●打印實例驗證
基于以上分析,本文選擇PP纖維長度為9 mm、摻量為0.6%的P6L9組進行實踐驗證,打印過程中設定的參數為:打印線速度40 mm/s、打印層高8 mm、打印噴頭直徑20 mm。打印模型的成型結構如圖12所示。
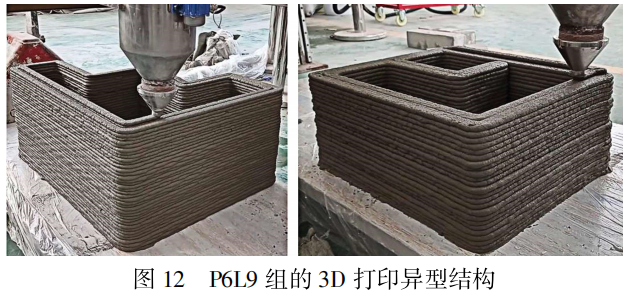
整個打印過程中混凝土材料的擠出條帶均勻、表觀質量優良,即擠出性較好,構件總高度大于1 m,且無坍塌、失穩等現象。這表明本文選擇的配合比及打印工藝具有優異的適應性和協同性。此外,本文借助電風扇使試件在表面風速達到5 m/s的環境下放置6 h左右,發現試件未出現開裂;然后,在溫度為(23±1)℃、相對濕度為(50±15)%的環境下自然放置超過28 d,亦未出現開裂現象,說明材料的抗開裂性較好。
●結論
(1)增加PP纖維摻量有助于提升材料的可建造性,但同時會降低材料的擠出性和表觀質量。為保證良好的打印質量,本文建議設置打印層高為8 mm。
(2)結合本文試驗結果,建議PP纖維摻量為0.6%、長度為9 mm;使用直徑為20 mm的圓形打印噴頭時,建議設置打印層高為8 mm、水平線性打印速度為40 mm/s。在上述配合比及打印工藝參數條件下,可打印出吸水率小于3% 、抗壓強度接近40 MPa、抗折強度大于6 MPa且抗開裂性能較好的3D打印混凝土材料。
中國混凝土與水泥制品協會網站版權聲明:
① 凡本網注明來源:中國混凝土與水泥制品協會、CCPA、CCPA各部門以及各分支機構的所有文字、圖片和音視頻稿件,版權均為本站獨家所有,任何媒體、網站或個人在轉載使用前必須經本網站同意并注明"來源:"中國混凝土與水泥制品協會(CCPA)"方可進行轉載使用,違反者本網將依法追究其法律責任。
②本網轉載并注明其他來源的稿件,是本著為讀者傳遞更多信息之目的,并不意味著贊同其觀點或證實其內容的真實性。 其他媒體、網站或個人從本網轉載使用的,請注明原文來源地址。如若產生糾紛,本網不承擔其法律責任。
③ 如本網轉載稿件涉及版權等問題,請作者一周內來電或來函聯系。
您可能感興趣的文章
更多>>- 全球首例原位3D打印建筑,即將在廣東河源投用!2020-08-26
- 國內首家建筑3D打印展館在廣東河源龍川啟用2020-11-13
- 世界領先的3D打印機造房速度驚人!以后工地搬磚就要和機器人競爭了?!2021-01-13
- 全國首例!山東上線3D打印裝配式生態河道擋土墻2021-03-13
- 全國首個3D打印景觀廣場工程落地深圳國際會展中心2021-04-21
- 3D打印混凝土合集:思考不同構造/肌理背后的工藝創新和可能性2021-05-29






